

Основная цель нижнего выпускного клапана – добиться полный дренаж и перекрытие без мертвых зон в самой нижней точке судна. В различных применениях, от стерильных биореакторов до кристаллизационных резервуаров, невозможность полного слива продукта приводит к перекрестному загрязнению, росту микробов и значительной потере выхода. Выбор конструкции клапана — будь то подъемный плунжер, шаровой клапан с плоским дном или диск с поршневым приводом — напрямую определяет чистоту и возможность восстановления периодического процесса.
Конструкция клапана и геометрия потока
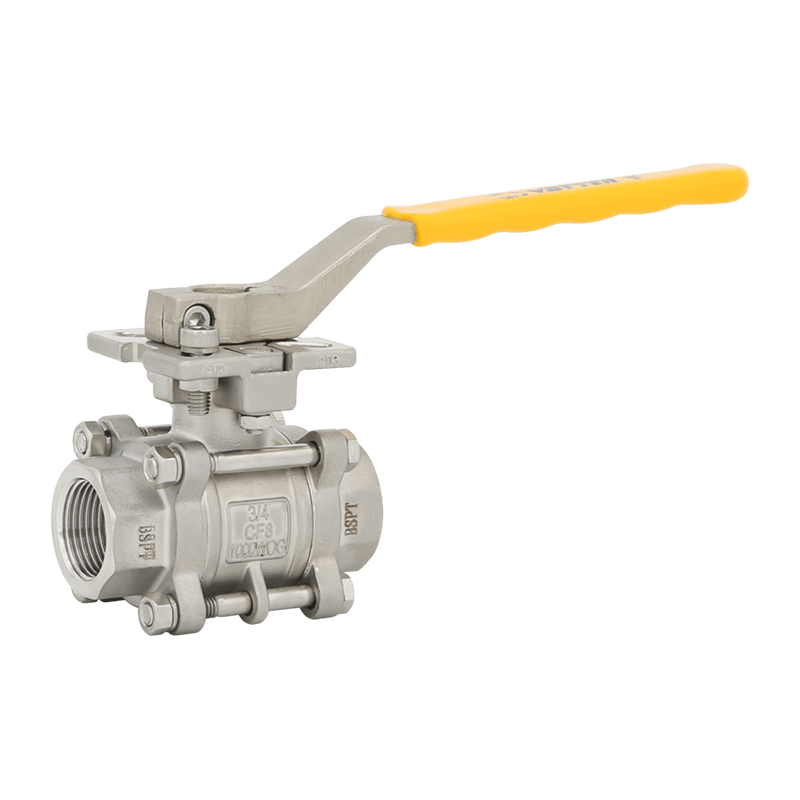
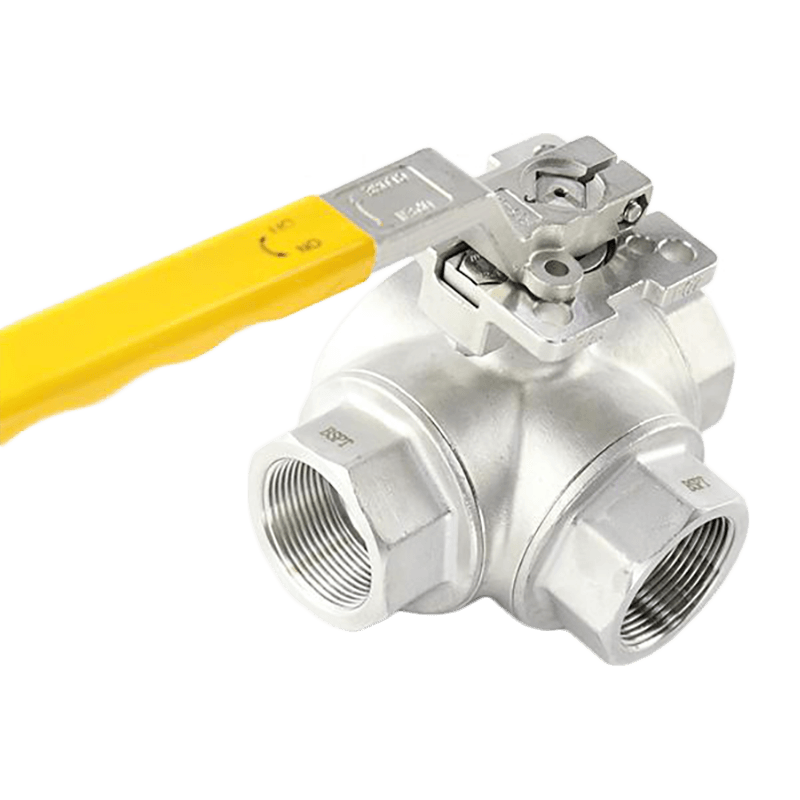
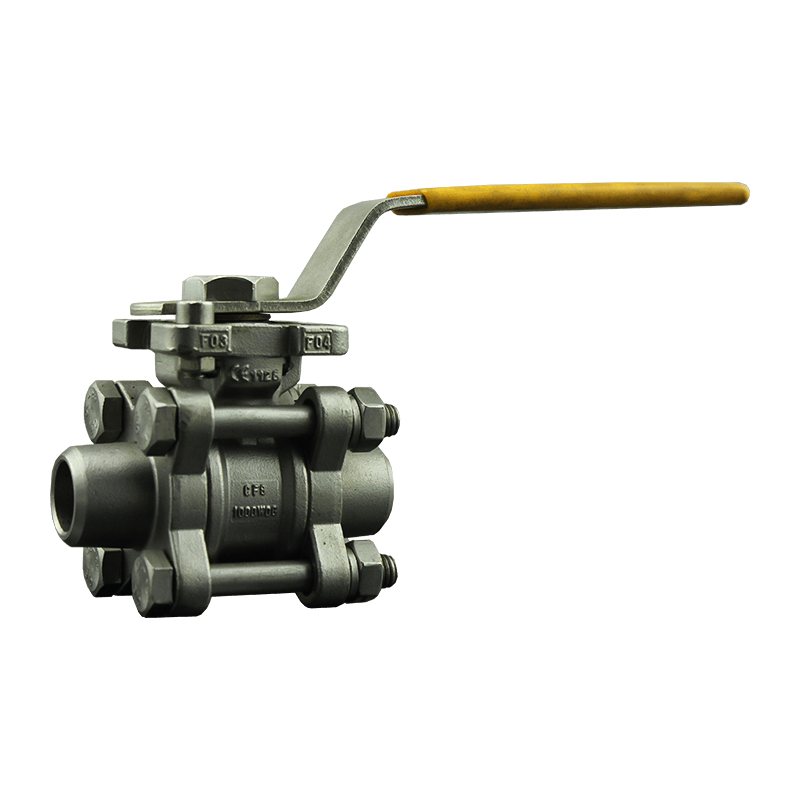
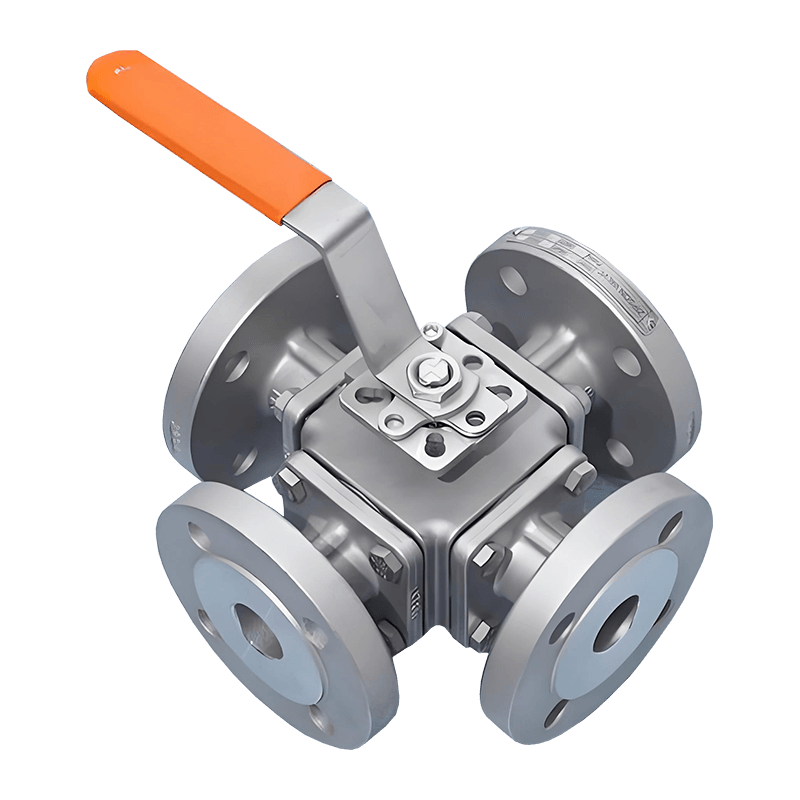
Разница между стандартным проходным клапаном и специализированным устройством с нижним сливом заключается во внутреннем контуре. Чтобы клапан эффективно функционировал при дренаже, уплотнительная поверхность должна находиться на одном уровне с внутренней частью сосуда в закрытом состоянии. Поднимающиеся плунжерные или поршневые клапаны вставляют заглушку в патрубок резервуара, физически выбрасывая твердые частицы, которые могут закупорить или заблокировать отверстие. Напротив, шаровые краны с плоским дном имеют обработанную полость, которая в закрытом состоянии образует гладкую поверхность внутренней части сосуда, предотвращая попадание твердых частиц в седло. Данные процессов кристаллизации показывают, что стандартный утопленный клапан может улавливать до 15% от объема партии в мертвых зонах, тогда как конструкция для скрытого монтажа обычно снижает остаточный объем до менее чем 0,5%.
Уплотнительные технологии и материаловедение
Герметичность нижнего выпускного клапана проверяется не только по перепаду давления, но и по скоплению абразивных кристаллов или липких полимеров в точке закрытия. В этой области доминируют две основные стратегии уплотнения: уплотнения «металл-металл» для экстремальных температур и полимерные манжетные уплотнения для обеспечения асептической повторяемости.
Уплотнения металл-металл
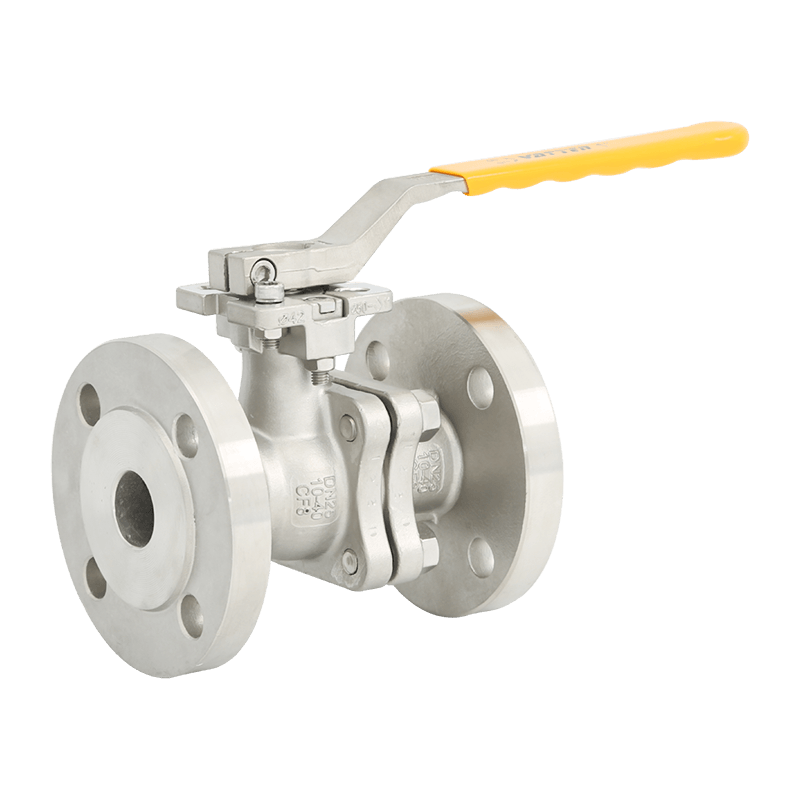
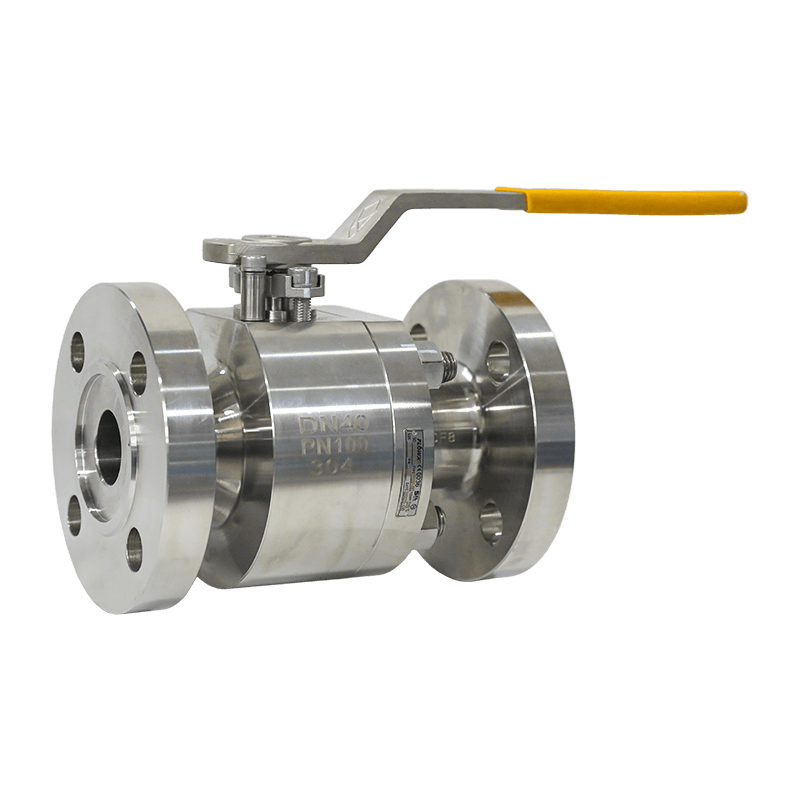
В высокотемпературных процессах, превышающих 200°C, эластомеры быстро разрушаются. Наплавка из стеллита или карбида вольфрама как на седле, так и на диске обеспечивает притирочное уплотнение, выдерживающее циклическое изменение температуры. Эти закаленные поверхности часто обеспечивают такие низкие скорости утечек, как ANSI класс V , что делает их пригодными для теплоносителей и расплавленных солей. Основным эксплуатационным требованием является определенный крутящий момент, обеспечивающий плавное прилегание металлических поверхностей друг к другу без истирания.
Седла из ПТФЭ и ПТФЭ из композита
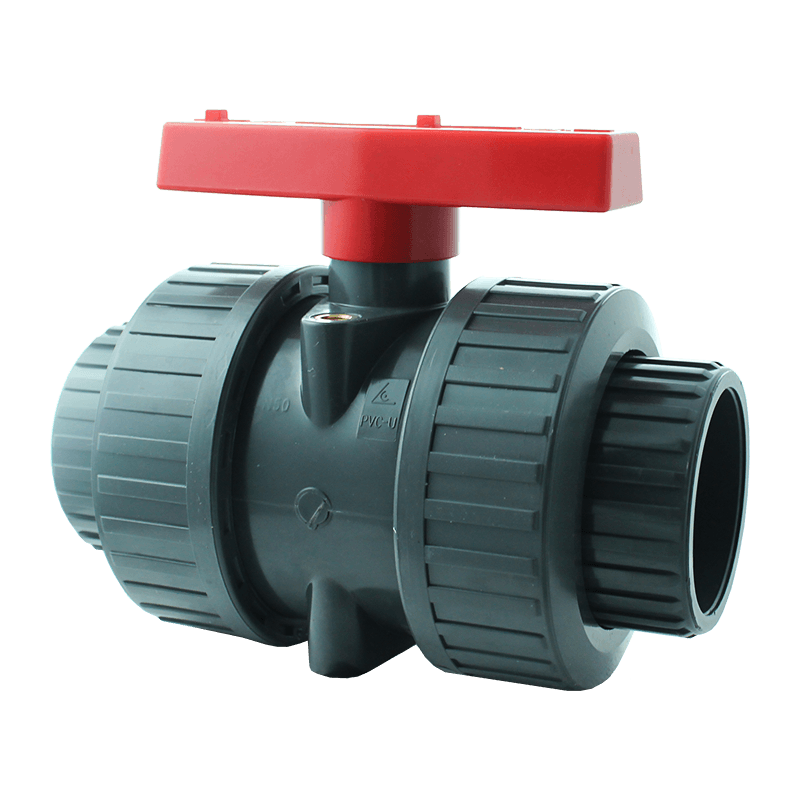
Для стойкости к химической коррозии при температуре ниже 180°C модифицированный ПТФЭ остается отраслевым стандартом. Однако чистый ПТФЭ страдает от хладотекучести при постоянной нагрузке. Производители противодействуют этому, используя армированный ПТФЭ с содержанием наполнителя от 15% до 25% стекловолокна или углерода, что увеличивает прочность на сжатие примерно на 25%. 30% при этом слегка жертвуя химической инертностью. Последнее поколение подпружиненных седел из ПТФЭ создает динамическое уплотнение, которое автоматически компенсирует тепловое сжатие без ручной регулировки.
Совместимость при очистке и стерилизации
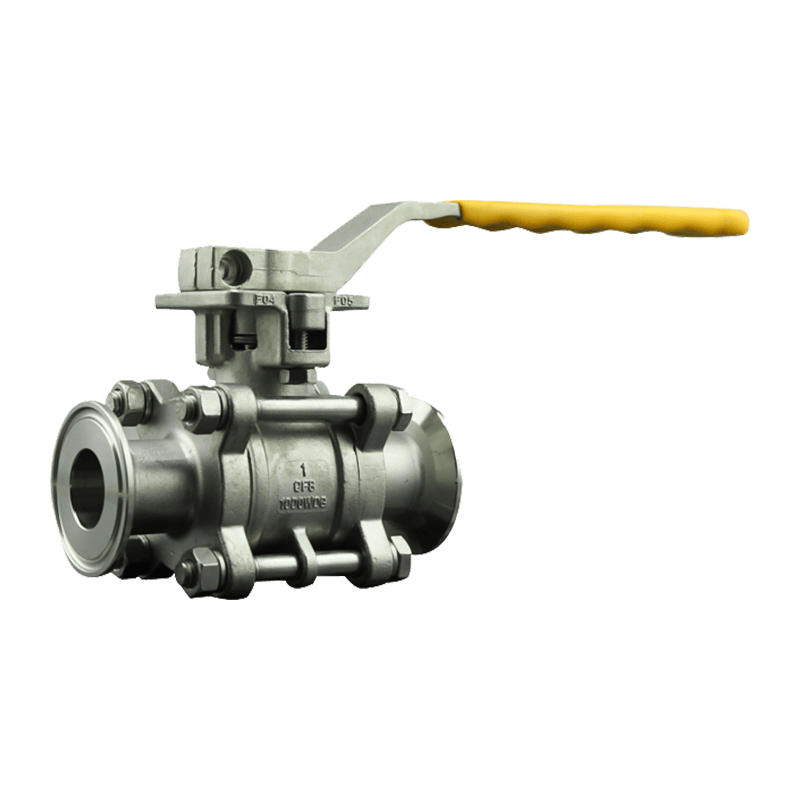
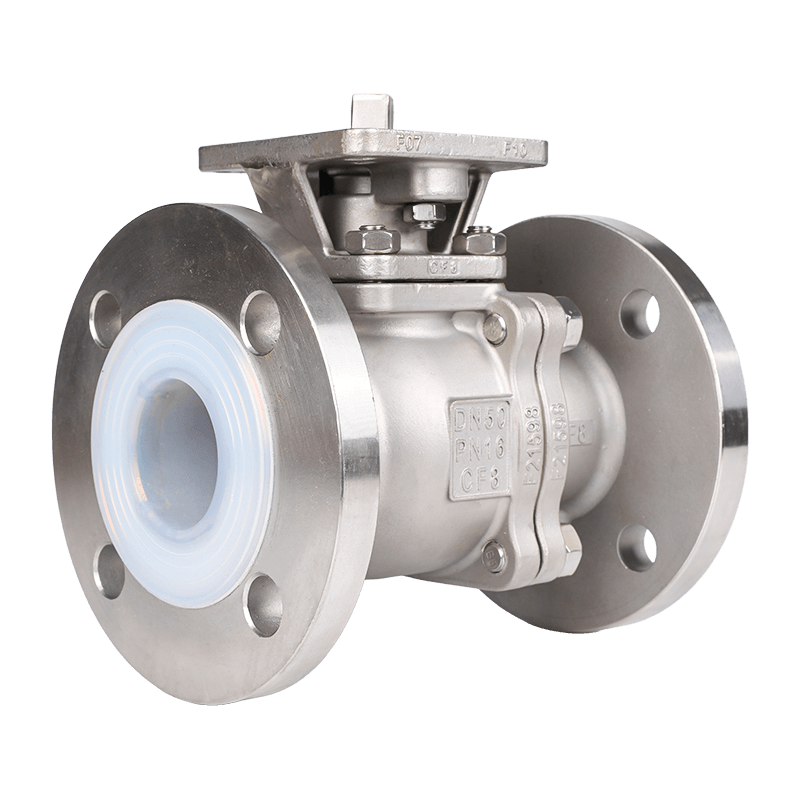
Очищаемость является основным фактором, определяющим ценность для нижние выпускные клапаны в науках о жизни. В конструкции необходимо исключить «пространство нарушения» между патрубком сосуда и уплотнительным элементом. Циклы «пар на месте» (SIP) требуют, чтобы корпус клапана выдерживал многократное воздействие Насыщенный пар 135°C без скопления конденсата. Клапан, использующий сильфонное уплотнение вместо стандартной конструкции уплотнения штока, предотвратит проникновение внешних загрязнений и обеспечит полное проникновение пара вокруг штока. Валидационные исследования подтверждают, что клапан с сильфонным уплотнением и заподлицо может обеспечить 6-логарифмическое сокращение спор Geobacillus stearothermophilus в течение стандартного 30-минутного цикла стерилизации.
Качество поверхности смачиваемых деталей является критическим контрольным моментом. Значение Ra 0,5 мкм (20 микродюймов) или выше является стандартным для фармацевтических препаратов для инъекций. Электрополировка улучшает эту поверхность, удаляя микроскопические выступы, на которых могут закрепляться колонии бактерий, улучшая коррозионную стойкость и уменьшая адгезию продукта.
Приведение в действие и управление процессом
Частота работы нижнего выпускного клапана часто включает в себя требование безопасности «при отказе закрыто». Пневматические приводы с пружинным возвратом являются выбором по умолчанию для перекачки опасных жидкостей. При возникновении избыточного давления в резервуаре потеря давления воздуха должна немедленно заставить плунжер клапана закрыться против потока. Для этого требуются расчеты привода, учитывающие статический напор резервуара плюс коэффициент безопасности В 1,5 раза превышает максимальный перепад давления .
Прецизионное управление потоком непосредственно на выходе из реактора становится все более распространенным. Линейный подъемно-плунжерный клапан в сочетании с цифровым позиционером позволяет использовать нижний клапан в качестве дозатора вязких смол. Профилируя контур хода, операторы могут контролировать скорость сдвига во время разгрузки, предотвращая разрушение геля, которое происходит при использовании двухпозиционных шаровых кранов.
Критерии установки и конструкция сопел
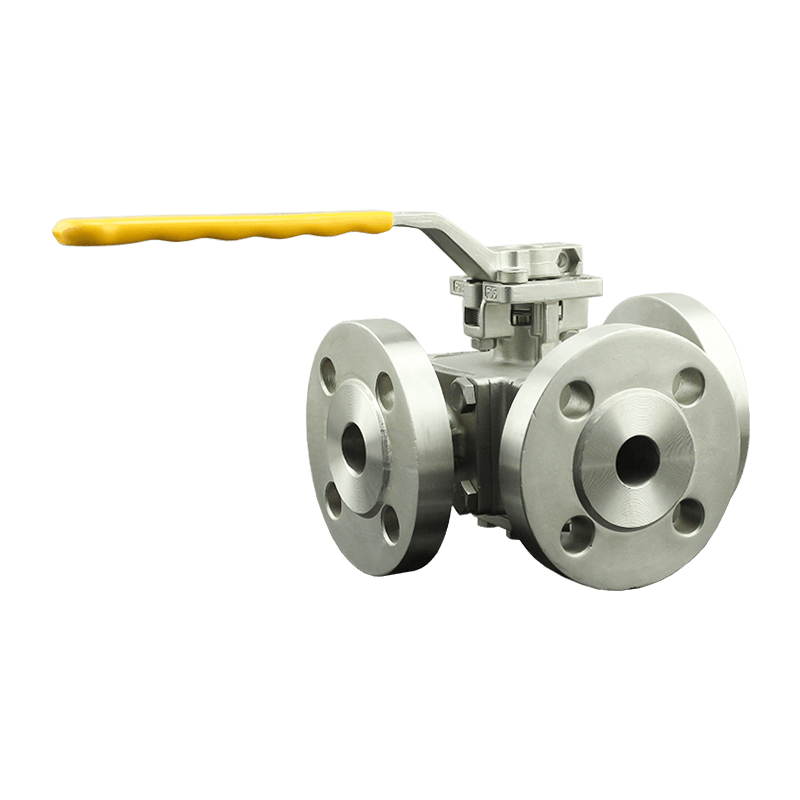
Правильная интеграция резервуара требует точной обработки фланца колодки. Критическим размером является длина между внутренним диаметром резервуара и уплотнительной поверхностью клапана. Если эта горловина слишком короткая, тепловое расширение куртки может деформировать тело и вызвать необратимую утечку. Если он слишком длинный, это создает статическую задержку продукта. Допуск на помол заподлицо ±0,5 мм необходимо соблюдать во время полевой сварки, чтобы предотвратить это несоответствие. Нижние выпускные клапаны с рубашкой обязательны для процессов, связанных с серой, смолой или полимерами, которые затвердевают при температуре ниже 100°C, гарантируя, что продукт остается подвижным до тех пор, пока последняя капля не покинет сопло.
| Тип клапана | Оптимальный тип навозной жижи | Типичная максимальная вязкость |
|---|---|---|
| Восходящий плунжер/поршень | Абразивные кристаллы, волокнистая пульпа | 250 000 сП |
| Шар с плоским дном | Легкотекучие жидкости, легкие суспензии | 15 000 сП |
| Диск / Диафрагма | Стерильные среды, урожай в биореакторе | 10 000 сП |
Устранение распространенных неисправностей уплотнений
Постоянная утечка в недавно обслуживаемом нижнем выпускном клапане обычно связана с тремя основными причинами. Во-первых, несоосность между вилкой привода и крышкой вызывает боковую нагрузку на шток, неравномерно деформируя мягкое седло. Во-вторых, кристаллический продукт, застрявший во втулке штока, ограничивает усилие закрытия. Протокол ремонта на месте с использованием промывки горячим растворителем вместо механического поддевания может сохранить целостность седла. В-третьих, неправильный момент затяжки сальника сжимает шток, препятствуя полному контакту уплотнения; Проверка циферблатного индикатора хода подтверждает, достигает ли плунжер физического положения полностью закрытого положения.
Стоимость жизненного цикла
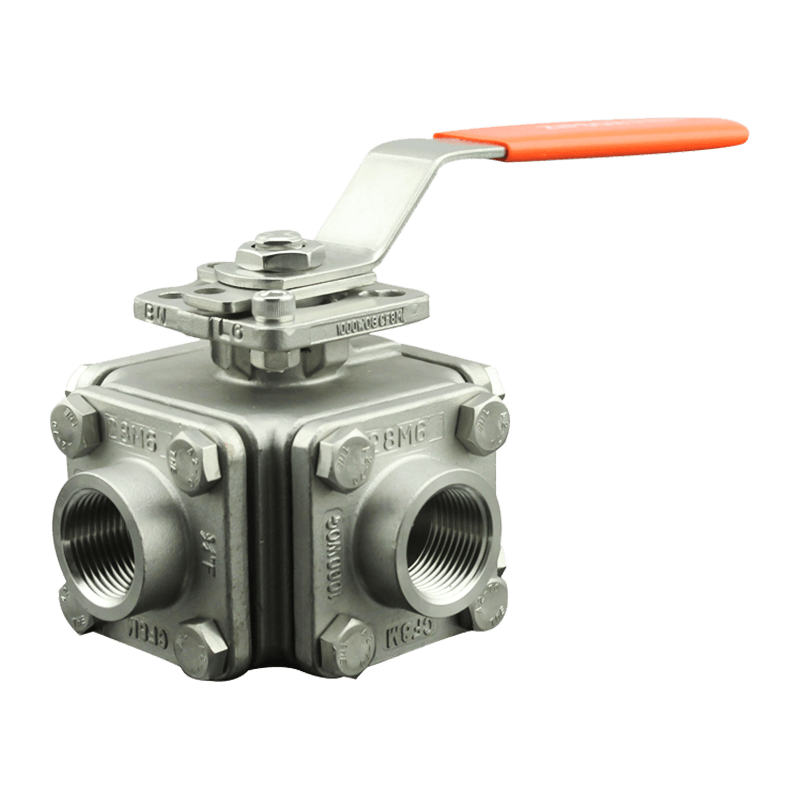
Оценка донного выпускного клапана исключительно на основе капитальной стоимости не учитывает доминирующую стоимость простоя при техническом обслуживании. Прочный кованый кузов с возобновляемой вставкой сиденья, хотя обычно он стоит на 30% больше изначально, чем литой цельный корпус, позволяет производить замену седла в линию без разрезания сварного шва. За пятилетний срок службы в абразивной суспензии диоксида титана общая стоимость владения кованой конструкцией обычно составляет на 40% ниже из-за скорости выполнения работ по техническому обслуживанию. Полностью приварная конструкция исключает использование фланцевых прокладок, устраняя наиболее распространенные внешние точки утечки и снижая риск неорганизованных выбросов.